|
|||||
REVISTA TRIPLOV
|
|||||
|
Retrato de Percy Parrish Percy Parrish nasceu em 1884 em Dewsbury, no condado de Yorkshire, Inglaterra. Aqui obteve a sua formação técnica base, na Dewsbury Technical School, seguindo depois o Huddersfield Technical College e por último a Universidade de Leeds. Em 1900 era químico na J. Brown & C.º, Ltd (Dewsbury); director-geral e químico na Eaglescliffe Chemical Company’s Work em 1914, e em 1915 director das fábricas de amoníaco e de ácidos da South Metropolitan Gas Company em East Greenwich, posição que manteve até ao final da sua vida. Foi eleito membro associado do Institute of Chemistry em 1918 e “fellow” em 1931. Parrish foi autor de diversa bibliografia científico-técnica sobre a manufactura dos adubos químicos, do ácido sulfúrico e do amoníaco, o que o tornou na época uma referência de renome internacional. Morreu em Maio de 1947, aos 63 anos de idade. Foi a empresa do seu genro, The Chemical Plant and Sulphur Extraction Co., Blackheath, London quem assumiu a continuidade de alguns dos seus contratos com a CUF, Companhia União Fabril. |
|||||
EDITOR | TRIPLOV |
|||||
| ISSN 2182-147X | |||||
| Dir. Maria Estela Guedes | |||||
| Página Principal | |||||
| Índice de Autores | |||||
| Série Anterior | |||||
| SÍTIOS ALIADOS | |||||
| TriploII - Blog do TriploV | |||||
| Agulha Hispânica | |||||
| Filo-cafés | |||||
| O Bule | |||||
| Jornal de Poesia | |||||
| Agulha Hispânica | |||||
| O Contrário do Tempo | |||||
| Domador de Sonhos | |||||
|
|||||
|
O início da colaboração de Percy Parrish na CUF Dados até à data recolhidos, permitem supor que a colaboração de Percy Parrish como consultor químico da CUF, Companhia União Fabril, se iniciou pelos meados da década de 40 do século XX, quando esta se preparava para por em marcha um plano de expansão centrado nos adubos fosfatados. A modificação na tecnologia da produção dos «superfosfatos» - gíria técnica para os referidos adubos – requerida por via deste plano de expansão, com a qual se pretendia o «enriquecimento» do adubo para concentrações da ordem dos 40% em P2O5 envolvia o uso simultâneo dos ácidos fosfórico e sulfúrico. Este facto, naturalmente, levou a que no complexo industrial das fábricas da CUF no Barreiro surgissem dois aspectos tecnológicos de 1.ª ordem: a necessidade de uma unidade fabril para o ácido fosfórico (instalação que veio a ser, por sinal, a primeira a nível nacional), e uma maior demanda por ácido sulfúrico. É no contexto da nova exigência na quantidade de ácido sulfúrico produzido, que a CUF procura o apoio técnico de Percy Parrish, uma autoridade internacional no domínio da tecnologia de produção deste produto químico. A correspondência trocada entre Percy Parrish e o engenheiro da CUF, Eduardo Madaíl (administrador, adjunto do director técnico e comercial da Companhia desde Dezembro de 1942), em meados de 1944 revela que se pretendia uma expansão do ácido sulfúrico sem aumentar o número de unidades produtoras à data existentes - 3 grupos, cada um composto por duas fábricas gémeas instaladas lado a lado, com uma média máxima de produção de 6 x 54 toneladas diárias de ácido sulfúrico a 53º Bé ≈ 67% H2SO4 equivalente a cerca de 217 toneladas por dia de monohidrato i.e. de ácido sulfúrico a 100% (a seguir designado por MHS) - e sem mudança de processo (processo de nitração, usando câmaras – “box chambers” - de chumbo). |
|||||
|
|||||
| Tecnologia do sulfúrico de câmaras: a adopção dos turbo-dispersores e do sistema «Parrish» de fase líquida | |||||
|
A primeira solução apontada por Percy Parrish foi a da utilização de turbo-dispersores – um meio prático, já reconhecido, de aumentar a capacidade de um sistema de câmaras clássicas, lançado por Gaillard[1] e aperfeiçoado por Parrish[2], que optimizou valores de taxas de funcionamento - montados nos tectos das câmaras paralelipipédicas das fábricas de ácidos do complexo do Barreiro permitiu, dentro dos condicionalismos apontados, dar uma resposta mais imediata ao problema urgente da expansão, aumentando em 30% o rendimento da produção do ácido sulfúrico em relação à pirite ustulada, o que significava o considerável aumento de 16,2 toneladas de ácido a 53º Bé (i.e. 10,8 toneladas MHS) por dia e por fábrica. |
|||||
|
|||||
|
Assim, mas a título experimental, foram instalados dez turbo-dispersores em duas das fábricas de ácido sulfúrico existentes (a n.º 5 e a n.º 6), da seguinte maneira: 5 em cada, 2 + 2 + 1, desta forma distribuídos pela 1.ª, 2.ª e 3.ª câmaras, respectivamente. Em meados de 1946 funcionavam bem e com bons resultados.[3] Os turbo-dispersores espargiam uma fina chuva de ácido frio a 48/49º Bé (~ 59 a 60% MHS) contra as paredes das câmaras e isto não só favorecia a cinética do processo oferecendo uma maior interface gás/líquido às complexas reacções que culminavam na produção de ácido pelo processo de nitração, como também permitia arrefecimento num processo exo-energético, evitando (ou reduzindo) a necessidade de sistemas de refrigeração alternativos como o da dispersão de água exterior, usada nas instalações Parrish (e Mills-Packard).[4] |
|||||
|
|
|||||
|
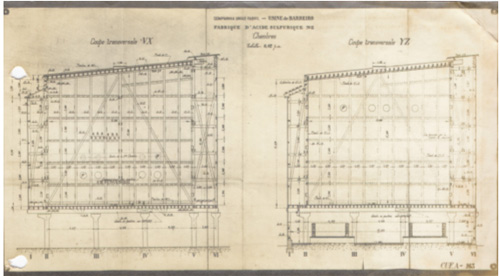
Fig.3 – Esquemas de uma câmara de chumbo clássica, tecnologia introduzida nas fábricas de ácido no Barreiro pelo consultor francês A. L. Stinville no início do século XX |
|||||
|
Para além do referido uso dos turbo-dispersores, foram tomadas ainda outras medidas dentro do “pacote” tecnológico designado pelo próprio como «Parrish liquid-phase system»: aproveitando a “influência das paredes”, facto observado, na rotina das fábricas, de uma redução brusca do tempo necessário para a formação do ácido a partir do momento em que nas paredes das câmaras começava a surgir um filme líquido, e que este continuava a diminuir à medida que o filme se estendia, atingindo um valor mínimo (logo um máximo de intensificação do processo) quando toda a superfície estava molhada[5], Parrish promoveu a divisão de algumas das câmaras existentes, de forma a aumentar a superfície de contacto entre componentes do sistema reaccional. Desta forma se passava, em cada fábrica, de um conjunto de três grandes câmaras para um outro de cinco câmaras consecutivas, onde duas delas eram resultado da divisão de duas anteriores de maiores dimensões – um novo arranjo que mais se aproximava ao modelo de «tower chamber» preconizado por Parrish. Esta inovação foi efectivamente adoptada, e por meados de 1948 todos os 3 grupos de fábricas já funcionavam com este tipo de alterações, mas não muito bem, essencialmente devido a uma má mecânica dos turbo-dispersores.[6] Ainda fazendo parte do conjunto de medidas necessárias à aplicação do seu sistema de fase líquida, referem-se outras “demarches” de aconselhamento de Parrish que foram concretizadas nas fábricas de ácido sulfúrico da CUF no Barreiro, tais como: . reavaliação do funcionamento dos Glovers, na perspectiva de um possível redimensionamento; . funcionamento de um forno extra para pirites (o 5.º forno) em cada fábrica de ácido; . aumento da capacidade da ustulação de 7,5 para 9 toneladas de pirites queimadas por dia, em cada um dos fornos existentes com algumas alterações na sua concepção; . alteração do sistema de alimentação e da trajectória do minério, nos fornos mecânicos de andares (que eram os utilizados nas fábricas de ácidos do Barreiro), de forma a evitar o “short-circuiting”.[7] |
|||||
|
Outras iniciativas de Percy Parrish nas fábricas da CUF |
|||||
| Concentração e purificação de ácido sulfúrico | |||||
|
Para lá do importante protagonismo assumido por Percy Parrish como consultor da CUF, até à data do seu falecimento, em Maio de 1947 – em particular no respeitante à intensificação de processos - a tecnologia de câmaras mantém-se como a solução escolhida para todos os passos seguintes da expansão da produção do ácido sulfúrico na Companhia. Esta opção prevaleceu até ao momento em que exigências de mercado obrigaram a um ácido concentrado isento de ferro. Então, em 1950 uma primeira e pequena instalação de ácido sulfúrico por contacto, em grande parte ainda projectada por Parrish, entrou em funcionamento para a produção desse ácido destinado a novos sectores de mercado. Contudo, somente em 1952, com uma segunda instalação de ácido sulfúrico por contacto, erigida quando a CUF se iniciou na produção de fertilizantes azotados, se verificou um passo decisivo no aumento da capacidade da produção de ácido sulfúrico através da via “ácido por contacto”. E, na verdade, entre as duas primeiras fábricas de ácido sulfúrico pelo processo de contacto na CUF, um aumento adicional de capacidade foi feito reproduzindo ainda, como módulo, o conceito existente de fábricas de câmaras. Parrish estudou ainda outras questões, resultantes de exigências internas para um fornecimento de ácido mais puro e mais concentrado. Para além do ácido a 53º Bé, produzia-se também nas fábricas do Barreiro ácido pelo processo de câmaras 60º Bé e 65/66º Bé ordinário, 65/66º Bé com 92% monohidrato e 65/66º Bé purificado (este último possivelmente apenas desde 1945), o que permite constatar claramente que estiveram presentes desde bastante cedo neste complexo, as tecnologias de purificação e concentração do ácido produzido pelo processo de câmaras.[8] Em 1945 a Companhia adopta uma «Concentração Parrish» (designação usada nos círculos internos) que aparece no contexto da nova fábrica de ácido fosfórico, para produção de adubos fosfatados concentrados («superfosfato-triplo», também uma terminologia doméstica). Como eram necessárias cerca de 70 toneladas/dia de ácido sulfúrico a 60º Bé (78%), i.e. cerca de 55 toneladas/dia de MHS, e como as cinco unidades Kessler existentes, podendo produzir diariamente 3,5 toneladas de ácido a 65/66º Bé (i.e. 3,2 toneladas MHS) por concentrador, ou seja um total de 17,5 toneladas de ácido 65/66º Bé (i.e. 16,1 toneladas MHS), correspondendo a 20,5 toneladas de ácido a 60º Bé, já não cobriam por si só estas necessidades para o ácido fosfórico e, desajustadas à concentração do ácido não muito alta a que se pretendia chegar em grande quantidade, nem sequer asseguravam a economia do processo.[9] A instalação no Barreiro da “Concentração Parrish” sofreu largamente com o desaparecimento do seu projectista, prolongada por várias prorrogações de prazo, devido a atrasos na entrega de material refractário e anti-ácido enviado do estrangeiro. A instalação em questão só estava pronta a funcionar em Julho de 1952. É também do mesmo ano a instalação de uma desarsenificação TREPEX, purificação “Parrish”, da Chemical Plant & Sulphur Extraction Co.; em 1944 existia um projecto da CUF em andamento, para desarsenificação por precipitação do arsénio com sulfureto de bário – quem responde por ele é o Eng.º Cabral. O sr. Parrish propõe entretanto um processo mais barato (utilizando-se um desarsenificador “TREPEX”), com obtenção de sulfureto de arsénio mediante precipitação com H2S (localmente obtido durante o processo) – este processo entrou em funcionamento na CUF em Abril de 1945. |
|||||
| Resíduos e aproveitamento de sub-produtos | |||||
|
Já desde o início do funcionamento do complexo da CUF no Barreiro, nos princípios do século XX, que a questão do que fazer com os resíduos do funcionamento das várias fábricas se colocava. E se bem que, de acordo com as práticas comuns na época (que foram entretanto sucessivamente melhoradas durante a vida do complexo), parte destes fosse “dispersa”, também é verdade que a sua maior parte, tais como as cinzas de pirite lixiviadas (o “purple-ore”), as lamas de sulfatação oriundas das câmaras de chumbo, as poeiras da ustulação das pirites removidas dos precipitadores electrostáticos (electrofiltros), o gesso proveniente da produção do ácido fosfórico, crescia incessantemente acumulando-se em áreas determinadas – uma solução que de forma nenhuma poderia ser tomada como definitiva. Assim sendo a preocupação em encontrar outras vias para a eliminação das matérias residuais do complexo e do Barreiro originou diversos tipos de acordos-permutas que permitiram, por exemplo, o escoamento das cinzas de pirite após terem sido lixiviadas para remoção de cobre nelas contido, por exportação contra o fornecimento de aço para a CUF,[10] ou das lamas das câmaras de chumbo (praticamente apenas o sulfato correspondente) em troca de suprimentos de lingotes de chumbo. Se o primeiro acordo referido poderá ter terminado na vizinhança da II Guerra Mundial (extensão e periodização exactas ainda a determinar), o segundo deverá ter cessado bastante antes (~1924) devido ao problema do conteúdo em bismuto no chumbo, que se transmitia às lamas de sulfatação e as inviabilizava para reciclagem de chumbo destinado aos acumuladores. O facto era, que sem exportações, as cinzas e as lamas continuavam a crescer em grandes montões no território das fábricas sem um fim de aproveitamento à vista (ainda que tenham sido adoptadas soluções “domésticas” que permitiram contornar a situação durante os anos 50). Em 1945, pelo menos 200.000 toneladas de cinzas de pirite lixiviadas já tinham sido produzidas, e constituíam um tremendo problema tecnológico, cuja extensão naturalmente aumentava à medida que a expansão dos fabricos e a intensificação dos processos avançava. Não admira, por isso, que esta fosse uma vertente contemplada na relação de consultadoria de Percy Parrish na CUF, que a seu propósito realizará determinado tipo de intervenções – muitas delas centradas na questão do aproveitamento do chumbo - no sentido de encontrar novas soluções para ela. Relativamente às cinzas lixiviadas, Parrish procurará encontrar outros clientes, oferecendo-se inclusivamente para intermediar uma versão mais actualizada de um acordo para ser negociado com a Inglaterra visando um potencial mercado consumidor.[11] A partir de 1945, a colaboração de P. Parrish foi também solicitada no sentido de se encontrar soluções para as poeiras dos electrofiltros, fazendo uso essencialmente do seu conteúdo em chumbo. Em 1946 Parrish informou a CUF que se encontrava a desenvolver um processo para recuperação do chumbo das poeiras dos electrofiltros. Contudo, o processo não teve o desfecho esperado, muito possivelmente devido ao falecimento de Parrish. O seu interesse na recuperação de chumbo das cinzas de pirite também não frutificara em factos significativos, um resultado que Parrish associaria ao estado químico-mineralógico da espécie presente. Ambos os exemplos (cinzas lixiviadas e poeiras dos electrofiltros) serão posteriormente assumidos e tecnologicamente resolvidos nos anos 50/60 na CUF-Barreiro, com o conceito aperfeiçoado de recuperação integrada trazida pela instalação “TCP” (de “Tratamento de Cinzas de Pirite”) e pela metalurgia dos metais não-ferrosos. |
|||||
| O lugar de Percy Parrish nas fábricas da CUF | |||||
|
Mostraram-se aqui algumas das intervenções tecnológicas mais representativas da acção de Percy Parrish como consultor químico das fábricas do Barreiro, desde meados de 1944 (altura em que se acredita ter sido solicitado pela CUF) até Maio de 1947 (data em que cessou a sua colaboração). Ficaram de fora outras não menos importantes, como por exemplo as que permitiram modernizar o fabrico do sulfato de sódio e do ácido clorídrico, a instalação de uma fábrica de ácido fosfórico e o apetrechamento das fábricas de ácido sulfúrico com diverso tipo de aparelhagem analisadora e registadora, para controle ambiental e de qualidade do produto final. É também muito visível o papel de Parrish na coordenação entre a CUF e as empresas detentoras de «know-how» e de equipamentos, agindo como elo de ligação, intermediando os processos das encomendas realizadas, mexendo em praticamente todos os aspectos técnicos. E se Stinville foi o consultor - fundador da obra tecnológica, ao projectar a matriz base fabril do “cluster” inicial (e que acompanhou ainda em parte no desenvolvimento subsequente para complexo químico-industrial), mantendo o diálogo decisivo com a CUF essencialmente dirigido para a figura do seu patrão, Alfredo da Silva, Percy Parrish foi o «consultor da expansão» que conduziu os fabricos existentes a melhores níveis de performance dentro do mesmo paradigma tecnológico, numa troca de correspondência onde a figura do engenheiro Eduardo Madaíl era o pivot entre a decisão e a execução, e o interlocutor técnico-científico privilegiado. |
|||||
| Referências e bibliografia | |||||
|
“Chemical Age”, 7 de Junho de 1947 Documentação da ex-DQIM, Divisão de Química Inorgânica e Metais. Arquivos da CUF/QUIMIGAL “L’Industrie Chimique”, N.ºs de Agosto de 1954 a Novembro de 1956 MACKIE, R.; ROBERTS, G. (2002) – Career Patterns in the British Chemical Profession during the Twentieth Century (XIII th Economic History Congress, Buenos Aires) |
|||||
|
[1] De acordo com STOHMANN, KERL et al na “Gran Enciclopédia de Química Industrial”, Volume XII, Capítulo XXXVI – Sulfúrico (ácido), p.854, E. A. Gaillard retomou e estudou o antigo método proposto por Blau de espargir as paredes internas das câmaras com ácido arrefecido; o processo Gaillard foi considerado como um dos mais importantes de entre outros, como os de Falding, Moritz, Th. Meyer, Mills-Packard, Schmiedel-Klencke e Petersen, todos envolvendo tipos específicos de câmaras. [2] Segundo a “L’Industrie Chimique” no seu número de Setembro de 1956, p.278, Parrish introduziu aperfeiçoamentos no “Sistema Gaillard” que resultaram numa melhor performance mecânica dos turbo-dispersores e com menor consumo energético. O “Sistema Gaillard” era descrito como: incluindo um Glover e duas Gay-Lussac, um conjunto de 4 a 8 torres ocas, e muito ligeiramente tronco-cónicas. No centro do telhado de cada uma destas torres um turbo-dispersor projectava uma chuva ácida contra as paredes internas das mesmas. [3] “Two of our plants already have the turbo-dispersers working with splendid results”. Cf. Arquivos da CUF/QUIMIGAL. Documentação da ex-DQIM, Divisão de Química Inorgânica e Metais – carta de Edurado Madaíl para Percy Parrish, de 17 de Junho de 1946. [4] “L’Industrie Chimique”, Novembro de 1956, p.342. [5] “L’Industrie Chimique”, Setembro de 1956, p.278 e Novembro de 1956, p.343. [6] “L’Industrie Chimique”, Setembro de 1956, p.273. [7] “I thank you for enclosing a print showing the arrangement of the feed of pyrites in relation to the connecting flue. The arrangement which exists, so far as your units N.ºs 5 and 6 are concerned, is ideal, contrasted with that which was originally arranged in units N.ºs 1,2,3 and 4 and I am gratified to think that at the first available opportunity units N.ºs 1,2,3 and 4 will be converted to the arrangement now existing in units N.ºs 5 and 6 (…) Much of the dust being entrained to your electrostatic precipitators has been due to the very unscientific arrangement of feeding the pyrites at the point at which the gases emerge, as represented by the arrangements of yours N.ºs 1, 2, 3 and 4 units”. Cf. Arquivos da CUF/QUIMIGAL. Documentação da ex-DQIM, Divisão de Química Inorgânica e Metais – carta de Percy Parrish para a “Secção Estrangeiro” da CUF, de 14 de Março de 1945. [8] Tal como se pode constatar no anúncio em “A Agricultura: folha propagandística de conhecimentos agrícolas”, CUF, N.º 30, 1912, e outros dados, estatísticos, presentes em vários memorandos da CUF para a Comissão Reguladora dos Produtos Químicos e Farmacêuticos. Arquivos da CUF/QUIMIGAL. Documentação da ex-DQIM, Divisão de Química Inorgânica e Metais. Processo N.º 56: “Comissão Reguladora”. [9] Arquivos da CUF/QUIMIGAL. Processos de pedidos para instalações industriais. Memória descritiva e justificativa. Ácido sulfúrico: Concentração “Parrish” (70 ton/dia), de 21 Outubro de 1946. [10] Arquivos da CUF/QUIMIGAL. Documentação da ex-DQIM, Divisão de Química Inorgânica e Metais. Processo 16 (D): Jan de Poorter – carta de Percy Parrish para a “Secção Estrangeiro” da CUF, de 21 de Outubro de 1946. [11] Arquivos da CUF/QUIMIGAL. Documentação da ex-DQIM, Divisão de Química Inorgânica e Metais. Processo 16 (D): Jan de Poorter – carta de Percy Parrish para a “Secção Estrangeiro” da CUF, de 21 de Outubro de 1946. |
|||||
|
|
|||||
|
Isabel Cruz (Portugal) |
|||||
|
|
|||||
|
© Maria Estela Guedes |
|||||
|
|
|||||